
|
Article paru dans le numéro 73 |
« C’est
en
forgeant qu’on devient
forgeron ! », c’est
sans doute ce que Roger Loubière dut dire à sa
fille Bénédicte en lui
transmettant les rênes de l’entreprise familiale
des « Forges
Foréziennes » établie
à Noirétable sur la bordure orientale du bassin
coutelier thiernois.
 Bénédicte Loubière-Quinonero, maître de forge, devant un marteau-pilon de 600 kg/m. Four à chargement automatique. |
Somme toute, ses études en sciences économiques la préparaient-elles tout autant à la direction d’entreprise qu’une formation plus technique, ce d’autant plus, que la forge, elle connaissait pour avoir vécu toute son enfance et son adolescence dans la maison familiale qui jouxtait l’usine dans laquelle résonnaient les marteaux-pilons. Petite fille d’un coutelier de Viscomtat, au cœur d’une montagne thiernoise dédiée depuis plusieurs siècles à l’agriculture et au travail à domicile en coutellerie, Bénédicte Loubière-Quinonero n’eut pas de mal à mettre ses pas dans ceux de ses devanciers. Le savoir-faire existe au sein de l’entreprise depuis plus de soixante ans et le bassin coutelier thiernois dispose d’une main d’œuvre qualifiée dans le domaine de la forge. |
Le
matériel de forge
Les
« Forges
Foréziennes » disposent de plusieurs
marteaux-pilons à planche dont la
puissance s’étage entre 600 et 1200 kg/m. La masse
est fixée au bout d’une
épaisse planche de bois dur coincée dans le bloc
métallique par des coins
d’acier. La planche est serrée entre 2 cylindres
tournant en sens inverse (comme
un laminoir) et placés en haut du bâti du
marteau-pilon .
Prise
entre ces 2 cylindres, la planche monte, entraînant la masse.
Il suffit
d’écarter les 2 cylindres pour provoquer la chute
de la masse.
Autrefois,
certains de
ces
marteaux-pilons étaient fabriqués à
Thiers par les établissements Terrasse,
d’autres chez Ollier à Clermont-Fd ou encore en
Allemagne pour ceux de marque
Lasco. Cette tradition de mécanique lourde perdure toujours
dans le bassin
thiernois et une entreprise assure encore la maintenance, la
réparation ou le
reconditionnement de marteaux-pilons dont, pour certains, la chabotte[i]
pèse plus
de 60 tonnes. Avec de pareilles masses, l’installation du
marteau-pilon doit se
faire sur un massif de béton de plusieurs
mètres-cubes. On peut amortir les
chocs en plaçant sous la chabotte du mâchefer et
de gros madriers croisés
Certaines installations récentes comportent des dispositifs
d’amortissement sur
vérins qui limitent la propagation des vibrations dans le
sous-sol environnant.
Une
activité totalement
intégrée au sein de l’entreprise.
Un des éléments essentiels du forgeage est bien entendu le moule (les matrices en terme technique) qui va déterminer la forme de la pièce obtenue. La fabrication de ces matrices est réalisée au sein de l’entreprise dans un atelier de mécanique par des mécaniciens outilleurs disposant d’un parc de machines performantes.
 |
Le
pantographe destiné à reproduire une
électrode en cuivre à partir du modèle
en
aluminium. |
Pour
une lame de
couteau, par exemple, qui présente une symétrie
des deux faces parfaite, on va
réaliser deux empreintes symétriques
placées, l’une sur la partie fixe du marteau-pilon
(le tas) et l’autre sur la masse frappante. La combinaison
des deux empreintes
donnera en une seule opération les deux
côtés de la lame. En
réalité, le métal
brut passe successivement entre 2 empreintes[ii],
une
première qui ébauche la forme et une autre qui
finit la pièce dans les détails.
Cet ensemble d’opérations est fait dans la
continuité, l’estampeur déclenchant
la chute de la masse frappante sur l’ébauche et
déplaçant cette ébauche de
quelques centimètres sur l’empreinte de finition
pendant la remontée du marteau,
avant de laisser retomber la masse frappante. Le tout se
déroule comme un
ballet bien réglé, le déplacement de
la pièce à forger se faisant pendant le
temps de remontée de la masse (Cf. Bonus
internet). Les matrices
comportent donc la plupart du temps 2
empreintes : l’ébauche et la finition.
La
fabrication des matrices
d’estampage.
Réalisée
en interne, elle est
déterminante pour la qualité du
résultat final. Il s’agit de fabriquer deux
demi moules qui une fois réunis face à face
donneront la forme finale de
l’objet à forger. Le coutelier qui passe commande
de pièces forgées fournit un
plan côté de la pièce. On ne fabrique
pas directement le moule en creusant le
bloc de métal dans lequel on viendra former le
métal chauffé. Dans un premier
temps, le mécanicien-outilleur réalise
à partir du plan et à l’aide des outils
classiques de mécanique (étaux limeurs,
fraiseuses …) une première
représentation, en relief, de la moitié de la
pièce correspondant à un demi
moule. Cette pièce en relief est
réalisée dans un bloc d’aluminium et
elle sera
conservée comme modèle. Elle est ensuite
reproduite, toujours en relief dans un
bloc de cuivre à l’aide d’un grand
pantographe. Ce bloc de cuivre servira
d’électrode dans une machine à
électro-érosion[iii].
Cette électrode va lentement s’enfoncer dans le
bloc de métal qui constitue la
matrice finale de la pièce à forger. On obtient
ainsi, en creux, une forme
identique à l’électrode en relief, en
cuivre, elle même reproduction exacte de
la pièce réalisée en aluminium
à partir du plan côté.
 |
|
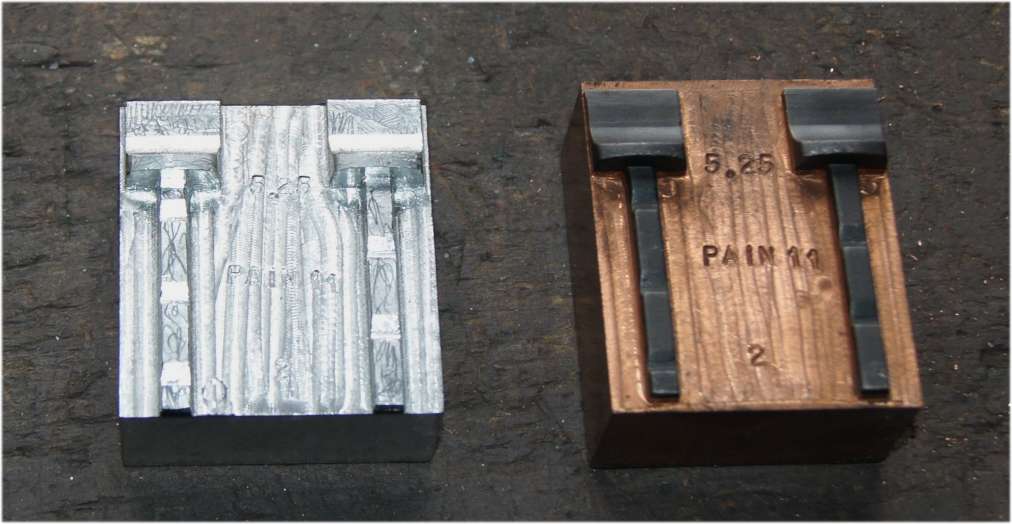
A
gauche, modèle, en aluminium, d’une
électrode de mitre de couteau de table et
sa reproduction, par pantographe, en cuivre, destinée
à fabriquer une matrice,
en acier, par électroérosion.
L’exemplaire en aluminium est usiné de
manière
classique à partir des côtes d’un
dessin. Il est conservé comme modèle. |
 |
|
Matrice de forge de
couteau à mitre et soie : 1 empreinte
d’ébauche, 1 empreinte de finition
(bas de la photo). On a souligné en bleu les
réserves destinées à recevoir le
métal en excès qui est chassé au
moment de la frappe. Sur le
« tas »,
on a posé la lame de couteau de table avec soie telle
qu’elle apparaît après
forgeage et découpage. |
La
réalisation d’une matrice
d’estampage est donc une opération complexe et
coûteuse. Elle doit être
complétée par une matrice de découpage
destinée à détourer
l’estampe et à
supprimer les bavures de métal[iv]
restées accrochées à la
pièce estampée. L’ensemble de ces
matrices, estampage
et découpage, constitue
« l’outillage »
nécessaire à la forge de
séries de pièces. Compte tenu du prix de
fabrication de cet outillage il est
nécessaire de réaliser des séries
importantes de pièces pour en amortir le coût
et il est également nécessaire de le faire durer
le plus longtemps possible.
Pour prolonger la durée de vie des matrices, on
réalise un chromage dur. Selon,
le type de pièce à forger on peut
réaliser des séries de 10 000
à
50 000 pièces.
Place
à l’estampeur.
Les « Forges Foréziennes » utilisent principalement 3 types d’acier : un acier inox trempant, un acier au carbone (XC48) et un acier inox amagnétique (304L) utilisé principalement pour les couverts. Cet acier se présente sous forme de grosses bobines de fil dont le diamètre peut atteindre 15 mm. Dans un premier temps, il faut dérouler, redresser et couper ce fil en tronçons réguliers appelés, dans le jargon coutelier, des « crampons ». Ces bobines de fil pèsent jusqu’à 1,8 tonne.
 |
Déroulage
et dressage du fil d’acier (diamètre 15 mm) avant
tronçonnage des
« crampons ». Poids de la
bobine : 1,8 tonne. |
La préparation d’un marteau-pilon, avant de pouvoir frapper une série de pièces est assez longue et peut prendre plusieurs heures. Il faut monter les matrices sur les 2 masses du pilon, les ajuster pour qu’elles soient bien alignées, les préchauffer en glissant entre elles une plaque métallique chaude. Ce préchauffage, en particulier en hiver, évite la casse de la matrice qui pourrait intervenir si les 2 blocs étaient trop froids. On comprend ainsi mieux pourquoi on ne réalise pas de petites séries de pièces forgées. Le coût de fabrication des matrices, le temps de préparation du marteau-pilon réservent cet usage à des séries importantes et à des pièces plutôt haut de gamme.
 |
Tronçonnage
automatique des « crampons »
à la longueur de la pièce à forger
plus
une garde pour la saisie avec la pince de forge. |
Un
des points
importants
de la
forge est bien entendu d’arriver à une
température optimale du
« crampon » à forger
pour rendre possible l’écrasement du
métal sans
nuire à ses qualités de résistance et
de résilience. La température varie selon
l’acier utilisé mais elle avoisine les 1100
degrés. La tâche de préparation du
métal et de chauffe était autrefois
confiée à un
« servant » qui,
comme son nom l’indique, approchait les lopins
chauffés à l’estampeur qui les
présentait sous le marteau-pilon. Au début du 20ème
siècle, cet
emploi pouvait être occupé par des adolescents
comme le montre le tableau
d’Albert Bauré visible au musée de la
coutellerie de Thiers. Le tableau daté de
1911 représente les forges Delaire (Cf.
documents).
Ce poste de
travail a heureusement totalement disparu. Les fours sont
désormais chauffés au
mazout, au gaz ou à
l’électricité (par rayonnement ou
induction) avec des
contrôles précis de température. Les
morceaux de métal sont placés sur des
chargeurs à avance automatique qui les placent dans le four
et qui les
présentent parfois automatiquement à
l’estampeur (Cf.
vidéos).
 |
Un marteau-pilon de 1200 kg/m. Les tronçons de métal chauffés par induction électrique avancent automatiquement vers l’opérateur. |
L’estampeur
déclenche la chute du
pilon avec une commande au pied. Il peut contrôler la hauteur
de chute de la
masse frappante et tirer parti du rebond du pilon. En
général, il donne deux à trois
coups par lame, un ou deux coups d’ébauche et un
de finition. La cadence est
rapide et l’estampeur arrive à
« sortir » ses 300
pièces à l’heure
soit une toutes les 12 secondes avec 600 coups de pilon à
l’heure. Ce travail
est bien entendu très éprouvant, à
cause du bruit en particulier, celui du marteau-pilon
mais aussi celui du ronflement du four lorsqu’il
s’agit d’un four à gaz ou à
mazout.
On
obtient
ainsi une
lame encore
entourée d’un feston de matière
excédentaire, mince et très aplatie,
qu’il va
falloir supprimer par découpage avec un emporte
pièce. Mais avant d’être
découpée la pièce forgée
doit encore subir un « recuit »
en
particulier pour les aciers au carbone et l’inox non
magnétique 304 à faible
teneur de carbone. Portée à une
température inférieure à la
température de
forgeage, la pièce se refroidit lentement. On retrouve ainsi
une distribution
régulière du carbone à
l’intérieur du métal[v]
et on
supprime des tensions internes qui auraient pu survenir
après forgeage.
Une
formation « sur le
tas ».
Bien
que
l’origine de cette
expression soit plutôt à rechercher du
côté de la maçonnerie, elle
n’est pas
mieux justifiée que lorsqu’on parle de la forge,
le tas désignant le gros bloc
métallique servant d’enclume à la masse
frappante du marteau-pilon.
Contrairement
à d’autres métiers
pour lesquels il existe des formatons dispensées par des
établissements
d’enseignement, le métier d’estampeur
(c’est le nom donné à
l’opérateur qui
fait fonctionner le marteau-pilon), s’apprend par le
compagnonnage qui règne au
sein de l’entreprise. Autrefois, le couple formé
par le servant (on disait
aussi « chauffeur ») et
l’estampeur était une bonne façon de
faire
accéder le servant à l’emploi
d’estampeur par l’observation et
l’apprentissage
progressif des gestes.
Ensuite
vient le tour du
découpeur.
Une matrice de découpage, en creux, et un poinçon emporte-pièce permettent de détourer la pièce et de la débarrasser de la bavure d’estampage. Cette matière excédentaire se trouve d’ailleurs confinée dans de petites réserves que le mécanicien outilleur ménage de chaque côté de l’empreinte (Cf. photo de la matrice d’estampage), de telle sorte que le métal qui « chie[vi] » de la double empreinte au moment de la frappe ne se répande pas trop. La sécurité de ce poste de travail s’est considérablement améliorée (bracelet de rétractation des mains au moment de la descente du poinçon, déclenchement du poinçon par une commande manuelle double …), mais il suffit de regarder les mains des vieux ouvriers thiernois pour voir ceux qui travaillaient au découpoir. Ces emplois, nombreux, étaient également très féminisés car ne demandant pas une grande force mais une grande attention.
 |
Découpage
du métal en excès (chatille) après
forgeage. |
Le
repasseur
Nous
n’avons
pas changé de
métier, il s’agit bien toujours de forge. Il est
souvent nécessaire de
« repasser » les lames
après découpage, sous un petit marteau-pilon,
à froid, pour leur redonner une bonne
planéité. Les lames étaient autrefois
présentées à la main sous le marteau.
Pour des questions de sécurité, on
utilise désormais un dispositif automatique de mise en place
des pièces à
dresser, sous le marteau. L’opérateur
n’a plus qu’à disposer les lames sur le
plateau du bras articulé. On complète le
dispositif par un bracelet de sécurité
qui empêche l’opérateur
d’avancer la main vers le marteau-pilon.
 |
Bras
chargeur d’un petit marteau « à
repasser ». L’opérateur
dépose les
pièces sur le plateau du bras. Pour la
sécurité, dispositif de retenue de la
main par un bracelet et une corde. |
En
résumé, il ne faut pas moins
de 7 à 8 opérations pour obtenir une
pièce forgée finie :
tronçonnage du
« crampon », éventuellement
refoulage du métal au niveau de la mitre pour
créer un bourrelet de métal à
l’emplacement de la future mitre, estampage,
recuit, découpage, repassage, éventuellement
fraisage des mitres pour leur
donner une surface de contact avec le manche parfaite, et enfin
traitement
thermique tout cela avant de passer à la finition proprement
dite (émouture
dans le cas d’une lame, polissage, montage …).
Ceci
explique
cela ! Et les
lames forgées sont donc réservées
à la coutellerie haut de gamme de qualité
« orfèvre ». Les
Forges Foréziennes ont d’ailleurs pour clients les
grandes marques de l’orfèvrerie
française. L’activité de forge est
complétée
par un vaste atelier de finition de lames de couteaux, pour
monter avec
manche plexiglas ou bois, et couteaux de table monoblocs.
Mais
l’entreprise réalise une
bonne partie de son chiffre d’affaires en travaillant pour le
secteur de
l’outillage manuel de qualité (pinces,
sécateurs …). Les volumes
réalisés dans
le secteur de la coutellerie ne sont plus suffisants pour maintenir une
activité permanente et doivent donc être
complétés par d’autres types de
fabrication.
 |
Une
petite partie de la
« collection » des matrices
détenues par
l’entreprise. Cette
« matriçothèque »
est le reflet de l’activité de
l’entreprise et de son ancienneté dans le
métier. |
Le
monde
change, les
conditions
de travail aussi. Si les marteaux-pilons du 21éme
siècle ressemblent beaucoup à
ceux du début du 20ème
siècle, les ambiances de travail ne sont plus
du tout les mêmes. Lors de la visite du hall de forge
à chaud des Forges
Foréziennes, on est frappé par l’ordre
et la propreté qui règnent en ces lieux
alors que les images du passé nous ont habitués
aux univers chaotiques, sombres
et crasseux des forges d’antan. Maintenant, plus rien de tout
cela. De larges
baies vitrées dispensent une lumière vive qui
vient souligner les couleurs avec
lesquelles on a peint les différentes parties des
marteaux-pilons. Ces
considérations ne sont pas
qu’esthétiques mais participent à la
qualité des
conditions de travail et à
l’amélioration de la
sécurité en facilitant une bonne
vision des éléments des machines. La maladie
professionnelle la plus répandue
chez les estampeurs était la surdité
causée, certes par les chocs
répétés des
marteaux pilons, mais tout autant par le bruit des brûleurs
des fours de
chauffe qui était d’un niveau
extrêmement élevé. Casques anti-bruit,
ventilateurs, tous ces dispositifs ont rendu le travail des estampeurs
moins
éprouvant et plus sûr.
Les
Forges
Foréziennes perpétuent
la longue tradition de la forge à chaud et proposent
à leurs clients des produits
finis ou semi-finis. En conservant sur le bassin coutelier des
capacités de
production industrielle de qualité, l’entreprise
contribue à maintenir sur
place une activité coutelière
séculaire et ce, malgré une concurrence
internationale impitoyable.
[i]
La chabotte est l’énorme
bloc d’acier constituant la base du marteau-pilon. Elle porte
la matrice
inférieure sur laquelle vient frapper la masse tombante.
[ii]
Pour certaines
fabrications complexes, on peut même avoir 3 empreintes
côte à côte sur la même
matrice.
[iii]
Enlèvement de matière
par des décharges électriques entre une
électrode en cuivre et une masse
métallique dans un bain de liquide, isolant
électrique
[iv]
Ces chutes de métal sont
appelées « chatilles ».
[v]
Les aciers damassés. Du fer
primitif aux aciers modernes, Madeleine Durand-Charre, Mines Paris
– ParisTech,
2007
[vi]
Désolé, mais c’est le
terme de métier employé.