
|
Article paru dans le numéro 83 |
Profession :
trempeur.
 |
Robert Chazeau devant
les bacs de
trempe à l'huile. Coutellerie Chazeau-Honoré |
Autant de
procédés qui
renvoient à la barbarie, à
l’ésotérisme ou aux
formules magiques plus qu’à la
précision scientifique atteinte par la trempe
des métaux, telle qu’elle est pratiquée
de nos jours.
Le fer et l’acier.
Le fer est
d’origines variées.
Le fer
météoritique utilisé dans
les premiers temps contient du nickel. Il était
travaillé comme une pierre et
on ne parle pas encore de métallurgie.
Le fer terrestre est
un
des
éléments métalliques les plus
répandus à la surface de la terre[2].
Présent sous la forme d’oxydes, essentiellement,
il était réduit sous forme
d’un agglomérat spongieux de fer non fondu, dans
un bas fourneau dont la
chaleur était produite par du charbon de bois. La loupe
ainsi obtenue est
composée d’un mélange non
homogène de fer, d’oxydes non réduits
et de fer
carburé par la proximité avec le charbon de bois
de chauffage. Il doit donc être
longuement martelé pour éliminer les oxydes
encore présents dans la loupe et
homogénéiser le fer et le fer carburé.
Si ce martelage à chaud est suffisamment
prolongé, le carbone peut diffuser entre les grains de fer.
L’alliance du fer
et du carbone.
Le minerai de fer est
réduit en
le chauffant avec du charbon. Le fer obtenu par ce
procédé de chauffage va donc
inclure du carbone. Le pourcentage de carbone va permettre de classer
le métal
en fer (moins de 0,008 % de carbone[3]),
l’acier (de 0,008 % à 2,1 % de carbone[4]).
Au-delà de ce pourcentage on obtient de la fonte,
métal non utilisable en
coutellerie à cause de ses caractéristiques
mécaniques.
L’acier de
fusion : le Wootz[5]
Ce
procédé a vu le jour dans
l’Inde du sud et au Sri-Lanka actuel. Par les voies
commerciales et d’échanges
de savoirs, il s’est progressivement propagé vers
l’Asie, le Moyen-Orient,
jusqu’en Russie.
Du fer obtenu par
réduction du
minerai est enfermé dans une poterie hermétique
en présence de charbon de bois.
Chauffé jusqu’à fusion, le fer ainsi
obtenu contient un pourcentage de carbone
important (1,5%). Un refroidissement lent génère
dans le métal un réseau de
cémentite[6]
très dur.
Cet acier de fusion,
qualifié
parfois d’acier de Damas, véhicule une certaine
part de mystère et de légendes.
Il a suscité la curiosité de savants
européens et russes qui ont tenté d’en
percer les secrets au cours du 19ème
siècle.
Théorie
très simplifiée de la trempe.
La trempe consiste
à élever la
température du métal et à le refroidir
brutalement. Cette opération est
destinée à lui conférer une plus
grande dureté. A
contrario, le métal
est plus cassant. Il faut le réchauffer à une
température inférieure à celle de la
trempe pour lui redonner une capacité à se
déformer et à retrouver son état
initial (la résilience - On pourrait parler de
souplesse, de flexibilité).
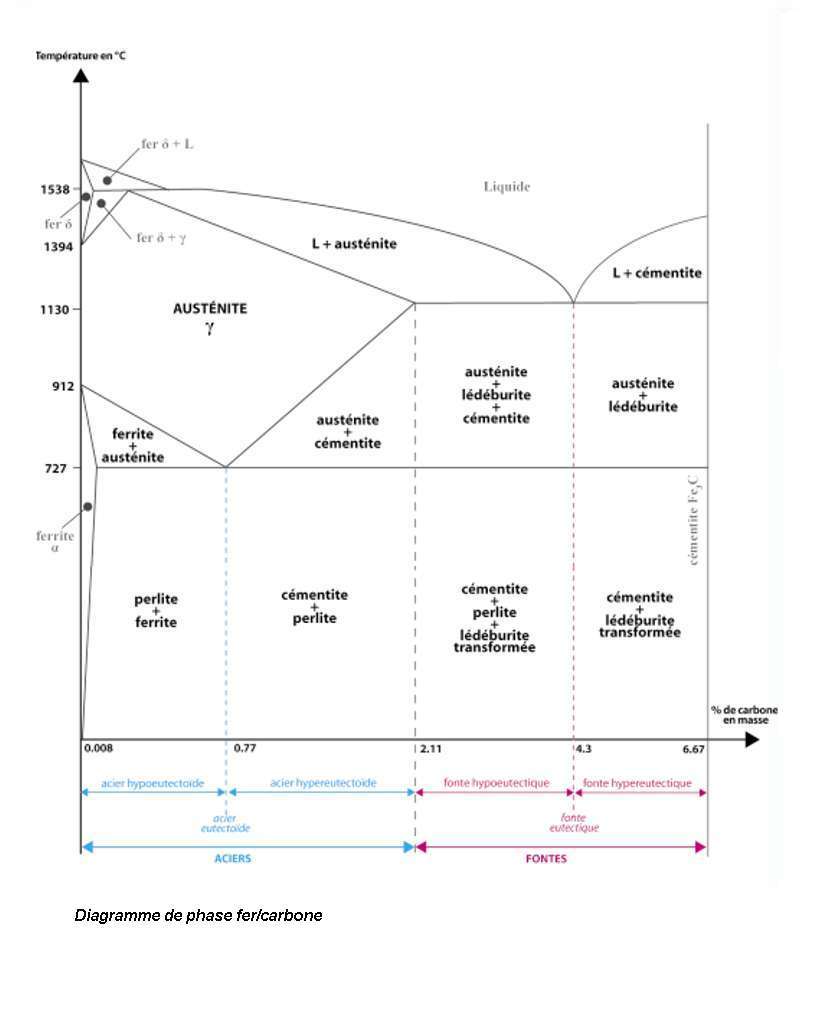
Selon la
température à laquelle
on le porte, le fer présente une structure
cristallographique variable.
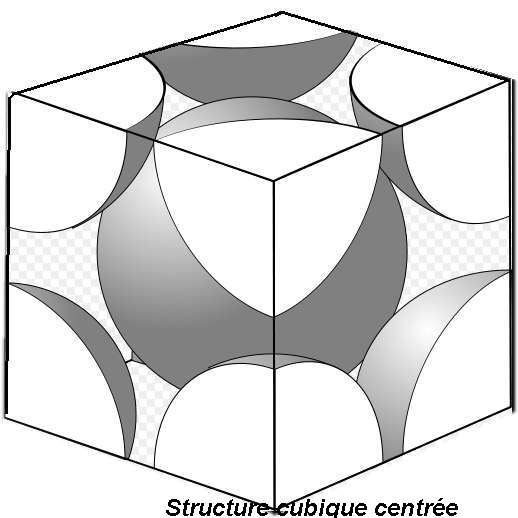
En dessous
d’une température variant,
selon la teneur en carbone, entre environ 700° et 900
°, le fer présente une
structure cubique centrée ; il prend le nom de
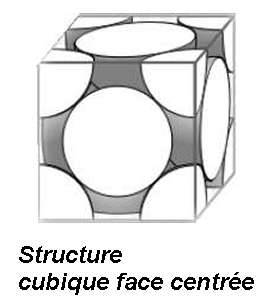
ferrite. Au-delà, la forme
cristalline change. Le fer se dilate et prend une forme cristalline
cubique à
faces centrées dénommée
austénite. (Voir le détail sur couteliers.fr/trempeur.html).
Cette précision peut paraître
totalement superflue et d’un scientisme inutile dans un
article de revue
coutelière, mais elle permet de comprendre que la trempe
n’est pas une
opération mystérieuse,
ésotérique, approximative ou mal
codifiée, mais au
contraire l’application de connaissances
théoriques précises et qui doivent
être respectées pour obtenir le
résultat escompté.
Pourquoi l’acier
trempé est-il plus
dur ?
L’acier
trempé est plus dur …
parce qu’il est trempé, c’est la
réponse la plus souvent avancée et tout
amateur de couteau sait ça. Mais essayons tout de
même de comprendre réellement
pourquoi l’acier trempé est plus dur.
La chaleur modifie
donc
la structure
cristallographique du fer. De par sa structure cristalline cubique
à faces
centrées, l’austénite
présente des interstices (sites interstitiels[7])
plus grands que ceux de la ferrite. L’austénite
peut donc accepter plus de
carbone que le fer. Un refroidissement rapide va piéger le
carbone dans les
interstices du fer austénitisé. Ce nouvel
état du fer est nommé martensite. Les
atomes de carbone étant plus gros que les interstices dans
lesquels ils
prennent place, ils déforment la structure cristalline du
fer qui en
refroidissant retourne à son état
d’équilibre de structure cubique
centrée. Pour
faire simple, cette distorsion du réseau du fer fige la
structure et empêche la
déformation plastique du métal qui
nécessite un réarrangement important de la
matière. Ce qui provoque un durcissement mais fragilise le
métal.
Cette
déformation plastique
(souplesse) du métal dans certaines conditions est
dénommée
« dislocation ».
Une bonne image de ce
phénomène
de dislocation est donnée par le gros paquet de feuilles que
vous manipulez
quand vous remplissez le chargeur de votre photocopieur ou de votre
imprimante.
Malgré son épaisseur, le paquet de feuilles peut
se déformer, se gondoler, par
glissement des feuilles l’une sur l’autre. De
même, la déformation du métal se
produit par des glissements le long des plans atomiques constituant le
métal, à
la manière des feuilles de la rame de papier.
Dans la phase martensitique (acier trempé avant revenu), le réseau cristallographique est bloqué par le carbone et ces glissements, donc ces déformations, ne peuvent pas intervenir, d’où un risque de casse du métal.
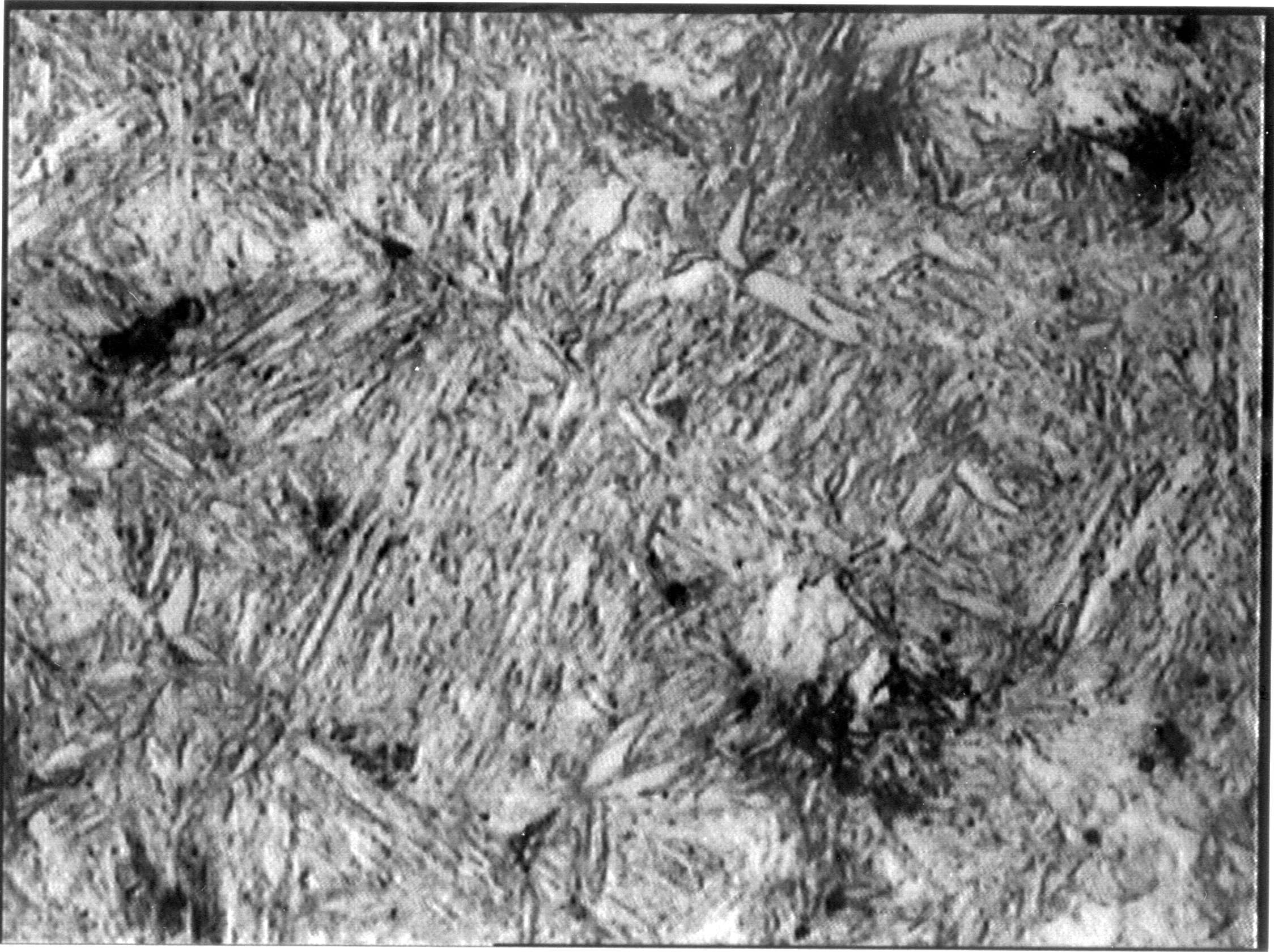 |
Aiguilles de martensite |
Le revenu, une
opération indispensable.
Il s’agit de
chauffer à nouveau
l’acier trempé, à une
température inférieure à la
température d’austénitisation
atteinte avant trempe. Si la température du revenu
était trop élevée, elle
annulerait les effets de la trempe[8].
Cette
opération va permettre au
carbone qui avait été
« piégé »
au moment du refroidissement brutal,
de diffuser. Une certaine proportion de martensite va pouvoir revenir
à l’état
de ferrite (état initial avant trempe – Cf.
diagramme fer-carbone sur couteliers.fr/trempeur.html)
L’acier va
perdre un peu de
dureté mais va retrouver une certaine ductilité[9].
Trempe
répétitive.
La trempe des aciers
à haute
teneur en carbone peut conduire à des déboires.
Perret[10]
rapporte le cas de rupture spontanée de lames de rasoir en
sortie de trempe.
« Il
n'y a
peut-être pas un coutelier à qui il ne soit
arrivé de
porter un rasoir au grand jour pour examiner le grain de l'acier et
pendant
qu'il le regarde, il entend un coup comme si l'on frappait sur un petit
timbre
et en même temps il voit partir un morceau de la lame
à qui on a donné, le nom
de croissant à cause de la forme de cet
éclat. »
Lors de la
transformation d’une austénite à forte
teneur en carbone, en martensite, la
dilatation du métal peut atteindre 5% du volume initial. Les
contraintes à
l’intérieur de la pièce
trempée sont très importantes. Plus la
pièce est grosse
plus ces contraintes vont se manifester et peuvent conduire
jusqu’à la rupture.
Un chauffage dit de
« détensionnement après
trempe » permet de réduire la dilatation[11]
de la martensite et donc de diminuer la pression exercée sur
l’austénite
résiduelle, permettant à celle-ci de se
transformer en martensite. En plusieurs
étapes, il est donc possible d’achever
complètement la transformation
austénite-martensite, d’augmenter la
dureté du métal et d’éviter
les cas de
rupture spontanée.
Et Perret
poursuivait : « C'est
une bonne méthode de délaisser
les ouvrages trempés sur la forge 10 ou 12 minutes avant de
les porter à
l'air ». Sans
le nommer, il préconisait, de cette manière, de
pratiquer un chauffage de détensionnement.
N’en concluez
cependant pas, si
vous trempez vous-même vos lames que vous devez
systématiquement procéder à une
trempe en plusieurs cycles. Le traitement optimal est difficile
à définir. Il
dépend de l’existence
d’austénite résiduelle, de la teneur en
carbone et de la
présence d’alliages éventuels.
Les liquides de
trempe : de
l’empirisme à une approche scientifique.
Si
« l’urine de jeune garçon
roux » relève de la plus haute fantaisie
(par rapport à celle d’un jeune
garçon brun, s’entend), l’urine de bouc
nourri de fougères peut, par contre,
nous rapprocher d’une connaissance empirique
fondée sur l’observation. L’urine
étant composée à 95% d’eau
et les 5 % restants contenant du chlorure de sodium,
la fougère étant par ailleurs une source de
potasse importante, la trempe dans
l’urine de bouc nourri de fougères[12]
peut être rapprochée de la trempe dans une
solution d’eau salée, plus
communément employée.
Quelles
caractéristiques doit
présenter un liquide de trempe ? Il doit refroidir
le matériau à traiter
dans les meilleures conditions possibles sans provoquer
d’effets secondaires
néfastes (Rupture spontanée, tapures (fissures),
oxydations de surface,
déformation de la pièce …). La vitesse
de trempe dépend de la vitesse à
laquelle la chaleur peut se transférer du métal
vers le milieu de trempe. Par
exemple, l’huile refroidit 4 fois moins vite que
l’eau, mais la trempe à
l’huile est dite plus douce et génèrera
moins de risques de tapures que l’eau. Dans
ce classement, c’est l’eau salée qui
présente la vitesse de refroidissement la
plus rapide.
On peut
également effectuer la
trempe dans des gaz (Azote, Argon, Hydrogène …).
La vitesse de refroidissement
dépendra du gaz et de la pression à laquelle on
l’utilise. Le refroidissement
est moins rapide qu’avec l’huile ou l’eau.
Le milieu de trempe
peut
être
simplement l’air, dans le cas des aciers dits autotrempants.
Comme on l’imagine
aisément, c’est un milieu de refroidissement
extrêmement lent.
 |
Bacs de trempe à l’huile. Les pots contenant l’huile sont immergés dans un grand bac d’eau de refroidissement.
(Chazeau-Honoré) |
Trempe
cryogénique.
Plus
le taux de carbone est élevé, plus la plage de
température de
transformation en martensite est basse. Cela signifie qu’une
trempe à
température ambiante pour des aciers à forte
teneur en carbone peut ne pas
donner la dureté escomptée, si la
température ambiante est trop élevée.
Une
partie de l’austénite ne sera pas
transformée en martensite. (Voir des exemples de
calcul sur :
couteliers.fr/trempeur.html)
Cette situation avait
été mise en
évidence, de manière empirique, par Landrin dans
son Manuel du Coutelier[13],
page 171 :
« Les
explications que
nous avons données précédemment feront
concevoir
pourquoi le temps influe si singulièrement sur la
qualité de la trempe. Tous
les ouvriers ont remarqué que l'acier était
beaucoup plus dur dans le froid et
pendant la gelée que pendant la saison des chaleurs. Le
grand vent ne paraît
pas favorable à la qualité de ce métal
; le brouillard et le temps pluvieux, au
contraire, semblent la favoriser. »
Dans certains cas qui
sont
fonction de la composition de l’acier à traiter,
on peut donc descendre la
température de trempe très en dessous de
zéro. Ce qui ne peut se faire que si
l’on dispose d’un dispositif de
cryogénie (azote liquide par exemple) et
réserve donc cette opération aux professionnels
de la trempe (ou aux
dermatologues, ou aux cuisiniers d’avant-garde qui
« cuisinent » à
l’azote liquide). Une bonne partie de
l’austénite résiduelle continuera sa
transformation en martensite.
De la théorie
à la pratique.
Tout ça,
c’est bien beau !
Mais ça n’est que de la théorie. Pour
passer à la pratique, nous nous rendrons
chez Chazeau-Honoré, fabricants de couteaux de
père en fils, dans la montagne
thiernoise, à Chailas. Dans la famille Chazeau, il y a le
père, Robert et les
deux fils, Nicolas et Franck. Chacun a sa
spécialité. La trempe, c’est Robert
qui s’y colle. Il trempe à l’ancienne,
ce qui n’a rien de péjoratif et qui
n’est pas la solution la plus confortable. Le local contient
un four, un
compresseur, un grand bac en ciment rempli d’eau dans lequel
sont immergés les
bidons contenant l’huile de trempe qui est tout simplement de
l’huile végétale.
Une enclume pour redresser les lames voilées
complète l’ensemble.
Passer plusieurs
heures
dans un
local bruyant, surchauffé en été, dans
la fumée et les odeurs d’huile
brûlée
n’est pas une sinécure. Le four de trempe est
chauffé au mazout. L’injecteur et
le compresseur qui l’alimente ne sont pas
particulièrement silencieux. Si vous
avez eu l’occasion de séjourner à
côté d’un brûleur à
mazout de chaudière,
pourtant bien insonorisé, vous aurez une idée du
bruit ambiant. Et,
contrairement à la chaudière, le four ne
s’arrête pas.
 |
Four de trempe. En partie haute, compartiment de préchauffage. Chauffage au mazout.
(Chazeau-Honoré) |
Pour Robert Chazeau,
l’expérience
et le coup d’œil remplacent le
thermomètre. Ce matin-là, il trempait des
couteaux fixes à plate semelle.
Les couteaux
posés sur le dos ou
la lame sont rangés sur une plaque métallique aux
bords relevés qui va servir à
les introduire dans le four. Les lames sont serrées
l’une contre l’autre et
même calées par des cales métalliques.
On en aligne ainsi environ 130. Avant de
passer dans le four de trempe, les plaques de lames sont
disposées dans un compartiment
placé au-dessus du four. Elles sont ainsi
préchauffées, ce qui permet de
réduire le temps de passage dans le four de trempe.
 |
Les lames sont transportées du four de préchauffage dans le four de trempe.
(Chazeau-Honoré) |
Mettre à four
chaud pendant … un certain
temps.
Les lames
préchauffées sont
introduites dans le four, et c’est là que
l’expérience prend toute sa valeur.
Un petit coup d’œil par la porte entrouverte permet
de voir lorsque la
température idéale est atteinte. Comme on peut le
voir sur les photos, une
belle couleur orangée, ou orange pâle est le signe
guetté par Robert. Cette
couleur correspond à 900° à 950°,
ce qui pour un acier à teneur moyenne en
carbone correspond à la température
d’austénitisation recherchée.
Le trempeur,
à l’aide d’un
astucieux dispositif de tiges faisant crochet, sort du four une dizaine
de
lames qu’il va rapidement plonger dans un des trois bidons
contenant l’huile de
trempe. Aussitôt, c’est un jaillissement de flammes
qui vient illuminer la
pénombre du local et le visage du trempeur, faisant danser
des ombres sur les
murs. Robert agite vigoureusement le paquet de lames dans
l’huile pour
accélérer le refroidissement et éviter
la formation autour des lames d’une zone
de vapeur due à l’ébullition massive
qui limiterait l’échange thermique du
métal avec le liquide (phénomène de
caléfaction). Lorsque toutes les flammes
sont éteintes, les lames sont mises à
égoutter dans un panier métallique
disposé au-dessus des bidons d’huile. Et on passe
au paquet suivant en
utilisant un autre bidon pour ne pas surchauffer l’huile de
trempe. (Voir
vidéos sur couteliers.fr/trempeur.html)
 |
Un paquet de ressorts en sortie de four de trempe.
(Chazeau-Honoré) |
 |
Revenir à four
moyennement chaud.
Le revenu est
effectué dans un
four électrique, à 225°.
L’austénite résiduelle
présente dans la martensite va se
transformer en ferrite et en carbures. La fragilité diminue
et la dureté peut
encore augmenter. Les lames sont placées par paquets dans un
système de presse
qui permet de les maintenir serrées pendant le revenu et
éventuellement de les
redresser si l’opération de trempe les avait
déformées.
Les lames sont
maintenues à cette
température pendant environ 2 heures. Elles peuvent
être oubliées dans le four
jusqu’au lendemain.
 |
Le four électrique de revenu.
(Chazeau-Honoré) |
Ces dispositions s’appliquent à des aciers dont la teneur en carbone n’est pas très élevée (0,6% de carbone). Les paramètres de trempe pour des aciers de cette nature n’ont pas besoin d’une grande précision. Une certaine approximation est tolérable pour obtenir un résultat satisfaisant.
 |
Revenu de ressorts sur une plaque métallique portée au rouge.
(Chazeau-Honoré) |
Par contre,
lorsqu’il s’agit
d’aciers inoxydables ou à forte teneur en carbone,
la coutellerie Chazeau a
recours aux services d’un sous-traitant
spécialisé dans le traitement
thermique. Et c’est ce qui fait
l’intérêt et l’importance
d’un véritable bassin
coutelier autour de Thiers, regroupant l’ensemble des
opérateurs et spécialités
concourant à la fabrication des objets tranchants. Les
pièces à tremper n’ont
pas un long trajet à accomplir. Elles sont
transportées à deux kilomètres
de là, dans les établissements
Morel Traitement Thermique.
Changement
d’ambiance.
Nous quittons l’ambiance surchauffée et vulcanique du local de trempe de Robert Chazeau pour pénétrer dans un environnement industriel que, par comparaison, on pourrait qualifier d’aseptisé.
 |
Ligne de traitement thermique sous atmosphère (Aciers inox). Chauffage électrique. Transport des pièces par tapis roulant. Longueur de la chaîne de trempe-revenu : 27 m
(Morel
Traitement Thermique) |
Pas de flammes, pas
de
fumée,
mais de longs alignements de machines carrossées, de grosses
cuves orange
ressemblant à des caissons hyperbares de recompression.
L’histoire de Morel
Traitement Thermique est celle d’une reconversion
industrielle réussie. Dans la
famille Morel, on est fabricant de mèches de tire bouchons
depuis trois
générations. Les années 2000
constituent un tournant pour beaucoup d’entreprises
de coutellerie qui ont vu, peu à peu, nombre de
marchés leur échapper du fait
de la concurrence des pays à faible coût de
production. Il devient évident que
l’avenir du fabricant de tire bouchons est …
bouché. Une opportunité
d’évolution se présente sous la forme
d’une chaîne de traitement thermique qui
est toujours disponible chez le fabricant, l’utilisateur
stéphanois auquel elle
était destinée n’ayant pu trouver les
marchés qui lui auraient permis de la
rentabiliser. L’entreprise Morel avait
déjà une expérience de la trempe
qu’elle
réalisait pour ses tire bouchons. La chaîne de
traitement thermique est donc
intégrée à l’entreprise, et
l’opération se révèle assez
vite tout à fait
viable, les quantités à traiter sur le bassin
thiernois étant suffisantes. La
mutation est une réussite. Certes, la coutellerie ne fournit
pas, à elle seule,
une charge de travail suffisante mais elle constitue le point
d’ancrage dans le
bassin coutelier et la référence technique
permettant d’attirer une clientèle
industrielle plus large.
Une chaîne de
traitement thermique sous
atmosphère.
Cette chaîne
est utilisée pour le
traitement des aciers inoxydables.
C’est une longue enfilade de tapis de transport, de tunnels en inox, de fours, de tuyauteries diverses, sur une longueur de 27 mètres, le tout piloté par des armoires électrotechniques bardées de cadrans et de boutons, de manomètres.
 |
Armoire de commande de la chaîne de trempe. Contrôle des températures et de l’injection des gaz inertes.
(Morel
Traitement Thermique) |
Un opérateur
dispose les pièces à
traiter sur un tapis de transport composé de mailles
métalliques. Elles vont
lentement disparaître à la vue, avalées
par la bouche de la chaîne de
traitement thermique. On les retrouvera une vingtaine de
mètres plus loin en
sortie de trempe avant qu’elles ne disparaissent à
nouveau dans le four de
revenu positionné à la suite.
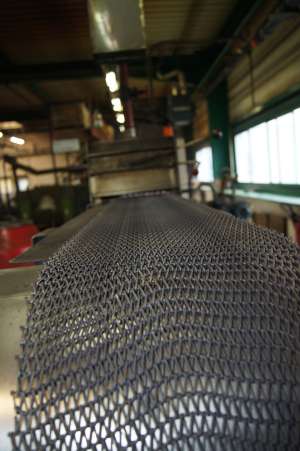 |
Le
tapis roulant métallique
de la chaîne de trempe. (Morel Traitement Thermique) |
Entre temps elles vont transiter par le four de chauffe, puis la zone de trempe proprement dite où leur température va être abaissée rapidement dans une zone refroidie par une circulation extérieure d’eau. Le tunnel est continu, d’un bout à l’autre de la chaîne, les lames ne devant pas entrer en contact avec l’oxygène de l’air qui est une source d’oxydation. Pour ce faire, le tunnel est rempli d’une atmosphère composée d’un gaz inerte, l’azote et d’une faible proportion d’hydrogène, le mélange produisant une atmosphère réductrice (le contraire d’une atmosphère oxydante). Pour faire barrage à la pénétration de l’air dans le tunnel de traitement on injecte sous pression de l’azote à l’entrée et à la sortie du tunnel, ce qui constitue une espèce de bouchon inerte s’opposant à l’entrée de l’air.
 |
Début du tunnel de trempe. Tunnel continu d’un bout à l’autre de la chaîne de trempe, inerté à l’azote.
(Morel
Traitement Thermique) |
Un travail en continu.
Les fours de la
chaîne de
traitement thermique, chauffés à
l’électricité, ne sont jamais
arrêtés pour
éviter l’oxydation du tunnel de trempe. La remise
en route après arrêt
demanderait une phase de remise en état du tunnel beaucoup
trop délicate et
coûteuse. L’entreprise travaille donc en continu,
avec trois équipes
d’opérateurs, vacances comprises.
On comprend, dans ces
conditions,
que les quantités traitées sont importantes. Une
ligne de traitement thermique
peut traiter jusqu’à 16 000 couteaux en 8
heures de travail. Multiplié par
3 postes par 24 heures et sur une année on arrive
à un total qui donne le
tournis mais prouve bien qu’on est là dans une
activité industrielle à grande
échelle.
 |
Le tunnel sort du four et pénètre dans la zone de refroidissement.
(Morel
Traitement Thermique) |
Des résultats
contrôlés.
Avant de passer dans le four de revenu, un contrôle visuel est effectué en sortie de trempe et, si nécessaire, les grandes pièces qui peuvent avoir subi une déformation sont dressées par passage entre des rouleaux presseurs, un peu comme entre les rouleaux d’un laminoir.
 |
Fin de la trempe. Le tapis sort de la zone de refroidissement.
(Morel
Traitement Thermique) |
Mais les
contrôles sont poussés
bien au-delà de ce simple contrôle visuel.
Les clients peuvent
spécifier les
caractéristiques, de dureté en particulier,
auxquelles la trempe doit parvenir.
Ces caractéristiques vont déterminer, dans un
premier temps, les paramètres du
traitement thermique qui va être
effectué : température de chauffe,
vitesse de montée en température, paliers de
température, vitesse de
refroidissement … etc.
Et il faut ensuite
contrôler que
le résultat escompté est bien celui
qu’on avait prévu. Pour ce faire, on va
utiliser des instruments de mesure qui permettent de
caractériser la dureté du
métal. Le principe est assez simple. On applique une force
étalonnée sur une
très petite sphère[14]
qui est en contact avec le métal, et on mesure sa
pénétration dans le métal. La
dureté est exprimée à l’aide
d’une unité dénommée
Rockwell (HRC). Dans le
langage professionnel, on dit que la lame de couteau
« bille » à 56,
par exemple, ce qui est une bonne dureté pour une lame de
couteau[15].
 |
Les pièces passent du tapis de trempe au tapis du four de revenu.
(Morel
Traitement Thermique) |
Un suivi précis
et une mémorisation des
traitements.
Les chaînes de traitement sont munies de capteurs reliés à une salle de contrôle informatique. Chaque consigne est représentée graphiquement sur un écran et l’opérateur peut contrôler à chaque instant si les paramètres relevés sur la chaîne correspondent bien à la consigne. Et la précision est au degré près : lorsque la consigne prévoit une température de 503°, la température relevée est bien de 503°.
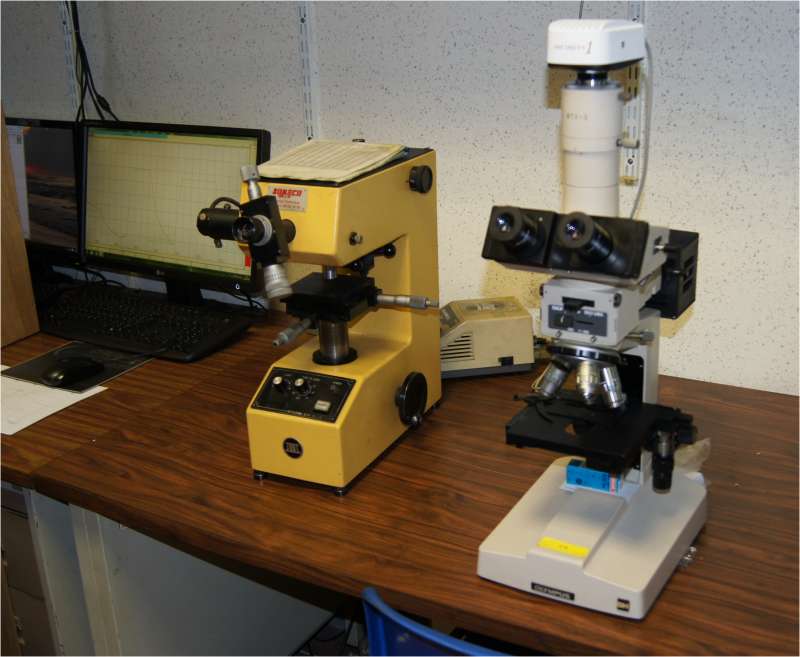  |
Matériel scientifique de mesure des résultats de traitement thermique. (Morel
Traitement Thermique) Pascal Morel
devant le poste de contrôle informatisé des fours
de traitement thermique. |
Tous les lots ont
ainsi
une trace
historique du déroulement du traitement. Ces informations
sont conservées
informatiquement pendant plusieurs années, ce qui permet,
éventuellement, d’y
revenir en cas de problème sur des pièces
présentant un défaut (rupture
accidentelle, corrosion …). Cet historique constitue une
garantie pour le
client et l’entreprise, même si, en
matière de coutellerie, les conséquences ne
sont pas les mêmes que sur une pièce industrielle.
Du plus simple …
Les fours sous
atmosphère sont
utilisés pour le traitement des aciers inoxydables de
coutellerie mais Morel Traitement Thermique
dispose également d’autres installations pour
d’autres traitements ou d’autres
pièces à traiter.
Les aciers au carbone sont traités selon une méthode assez proche de celle utilisée par Robert Chazeau dans son atelier. La différence réside essentiellement dans une automatisation du processus et une plus grande précision dans les températures mises en œuvre. Mais la trempe se fait aussi dans un bain d’huile. Les pièces à traiter sont disposées sur un plateau à secousses. L’avancement vers le four de trempe se fait, dans ce cas, non pas sur un tapis roulant mais en imprimant une secousse vers l’avant au plateau qui porte les pièces à tremper. Celles-ci sont projetées vers l’avant sur une petite distance (quelques centimètres) et progressent dans le four par petites secousses. C’est un four classique, sans apport de gaz inerte. Les pièces tombent ensuite dans un bac d’huile. Contrairement au four sous atmosphère dans lequel il n’y a pas d’oxydation, les pièces trempées à l’huile devront être débarrassées de leur calamine avant revenu. On les fait passer dans une machine à ultra-sons en présence d’un solvant pour les nettoyer.
 |
Les aciers au carbone sont trempés à l’huile. Les pièces doivent être débarrassées de leur calamine dans une cuve à ultra-sons en présence d’un solvant.
(Morel
Traitement Thermique) |
… au plus
sophistiqué.
La coutellerie a
aussi
besoin de
pièces mécaniques, par exemple les matrices de
découpage, les moules d’injection
de matière plastique. De même, les objets
tranchants ne se limitent pas aux
seuls couteaux. Les robots ménagers, par exemple, ont des
lames en rotation qui
doivent être d’une grande dureté et
irréprochables sur le plan sanitaire.
Morel Traitement Thermique réalise donc également des trempes sous vide dans des enceintes étanches. On crée un vide relatif dans ces enceintes à l’aide de pompes à vide ce qui élimine toute oxydation. Le refroidissement s’effectue, dans la même enceinte étanche, grâce à un échangeur thermique refroidi à l’eau qui consomme 50 m3 d’eau à l’heure, eau recyclée bien entendu. Le revenu s’effectue également dans des enceintes étanches, sous vide.
  Fours de trempe sous vide. Chauffage et trempe Au premier plan un four de trempe sous vide. dans une même enceinte. A l’arrière-plan, 3 fours de revenu sous vide. (Morel Traitement Thermique) (Morel Traitement Thermique) |
Certaines
pièces mécaniques
nécessitent, en surface au moins, une dureté
supérieure à celle qui peut être
obtenue par la trempe. Ces pièces introduites dans un four
en présence
d’ammoniac vont se couvrir d’une très
fine couche très dure[16],
tout en conservant, à cœur, des
caractéristiques mécaniques compatibles avec un
usage sur des machines d’usinage par exemple. Mais, on
n’est plus là dans le
domaine de la coutellerie pure.
Comme on peut
s’en rendre compte,
la coutellerie, souvent considérée comme une
activité artisanale très
traditionnelle est entrée, en fait, de plain-pied, dans une
ère technologique
qui pourrait lui assurer un avenir sur un de ses territoires
historiques de
production.
L’esclave
musclé, le bouc et le
jeune garçon roux peuvent dormir tranquilles. Ils ne seront
plus mis à
contribution.
Michel FERVEL
[1]
Acier semblable au damas
[2]
Après l’aluminium.
[3]
Dans les usages courants, en dessous de 0,025% de carbone, on parle de
fer
industriel.
[4]
Certains aciers présentent des
concentrations de carbone supérieures. Ces aciers
ne
sont pas obtenus par trempe mais par
frittage (On chauffe une poudre, avec ou sans liant. En appliquant une
pression
très importante, les grains se soudent entre eux –
Métallurgie des poudres)
[5]
Les aciers damassés, Madeleine Durand-Charre, Mines Paris
ParisTech – Les
Presses, Ecole des Mines - Paris
[6]
Voir diagramme de phase Fer- Carbone sur :
couteliers.fr/trempeur.html
[7]
Le cristal est composé d’un empilement
d’atomes. En schématisant, ce sont des
boules. En empilant des boules de billard, il y a des vides entre les
boules
(les atomes). Ce sont les espaces interstitiels dans lesquels viennent
se loger
les atomes de carbone, lesquels sont de petite taille.
[8]
L’opération de trempe est réversible.
Il est possible de reprendre toutes les
opérations de trempe-revenu en re-chauffant
l’acier déjà trempé
à sa
température d’austénitisation.
[9]
Capacité d'un matériau à se
déformer plastiquement sans se rompre.
[10]
Perret, l’Art du coutelier, 1771
[11]
Cette assertion peut paraître paradoxale, la chaleur ayant
plutôt pour
conséquence une dilatation du métal. Le
chauffage, léger (vers 200°), va
précipiter les petits grains de carbure de la martensite,
libérant en quelque
sorte de la place pour l’austénite qui va pouvoir
se transformer en martensite
lors de la trempe suivante.
[12]
La fougère est toxique, cependant, et ne doit pas
être donnée en quantités
importantes aux animaux.
[13]
M.H LANDRIN, Manuel du Coutelier, 1835, réédition
Emotion Primitive, 2005.
[14]
Cône de diamant à pointe arrondie
sphérique de 0,2 mm
[15]
Selon les aciers, on évolue, en gros, entre 50 et 60 HRC
pour la coutellerie.
[16]
Couche composée de nitrures de fer,
d’où le terme de nitruration.